

Bearbeitung
Bei der Bearbeitung von AFS-Produkten kann auf konventionelle aus der Blechbearbeitung bekannte Verfahren zurückgegriffen werden:
- Für 3D-Strukturen: Tiefziehen, Stanzen oder Pressen vor dem Aufschäumen
- Beschnitt sowohl vor als auch nach dem Aufschäumen: Sägen, Laser- oder Wasserstrahlschneiden
- Verpressen von Rändern oder Teilregionen des aufgeschäumten Bleches
Fragen der Verbindungstechnik sind bei Sandwichstrukturen normalerweise immer sehr aufwendig. Nicht so bei AFS! Aufgrund seines metallischen Charakters lässt es sich wie herkömmliches Aluminium verbinden, was erhebliche Kostenvorteile mit sich bringt. So lässt sich AFS als einziger Sandwichwerkstoff in eine Schweißkonstruktion integrieren.
Hierbei kommen für AFS-Strukturen in Betracht:
- Schweißen (der Deckbleche)
- Schrauben
- Nieten
- Kleben


Umformen
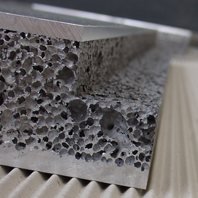
Aluminiumschaum Sandwich AFS sind vor dem Schäumprozess wie normale Aluminiumbleche zu handhaben, wesentlicher Unterschied ist der 3-lagige Aufbau aus Al Decklage / ungeschäumter Al Kernlegierung / Al Decklage. Dieses Ausgangsblech kann vor dem Aufschäumen umgeformt werden, wird dann in einem Formwerkzeug aufgeschäumt und anschließend warm im Werkzeug auf die Endmaße gepresst.
Da AFS sich sehr gut warm umformen lässt, ist es auch möglich, komplexe Schmiedeteile ohne Schädigung des Kerns oder der Verbindung Kern / Decklage herzustellen.

Weiterhin kann man flächige 3-dimensional geformte Teile aus ebenen AFS-Sandwichplatten herstellen. Hierzu sind jedoch entsprechende Werkzeuge notwendig.
Sägen und Fräsen
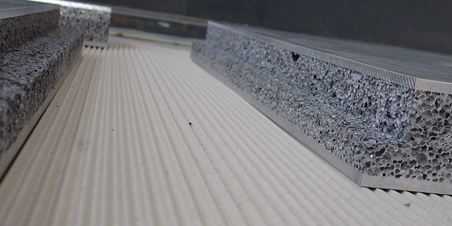
AFS lässt sich sehr gut mit Kreis- und Bandsägen in die gewünschten Abmessungen zuschneiden. Zu beachten ist jedoch die richtige Wahl des Schmiermittels.
Aluminiumschaum Sandwich (AFS) kann hervorragend mechanisch bearbeitet werden. Dabei sind das Fräsen des Kerns und der Übergang Aluminiumschaum / Decklage für die Bearbeitung, im Gegensatz zu allen anderen Sandwichverbunden, als unkritisch anzusehen.
Für hochpräzise und optisch ansprechende Oberflächen sind Decklagen aus EN AW 5754 zu wählen.
Randabschlüsse
Das Thema Randabschlüsse bei Sandwichwerkstoffen ist ein Problem, da die Ränder sowohl optisch sichtbar sind als auch das Eindringen von Flüssigkeiten und Verunreinigungen verhindert werden soll.
Weiterhin ist der Randbereich häufig mechanischen Belastungen unterworfen.
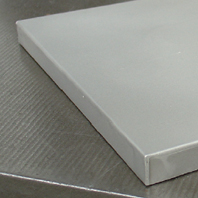
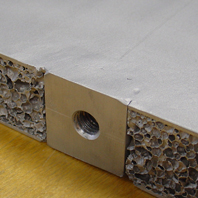
Außer den konventionellen Randabdichtungsmethoden, wie Versiegeln mit Kleb- und Dichtstoffen, Klebebändern etc., bietet AFS die Möglichkeit, den Rand durch das Abfräsen einer Decklage und des Kerns sowie dem anschließenden Umbördeln der verbliebenen Decklage abzudichten.
Als einziger Sandwich Werkstoff kann AFS im Randbereich verpresst werden, ohne dass eine Schädigung der Struktur entsteht.

Weiterhin können die Ränder verschweißt werden.
Schweißen
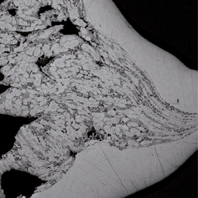
Verfahren für das Schweißen von AFS Aluminiumschaum Sandwich sind TIG / MIG / Laserschweißen. Hier sind die allgemeinen Richtlinien für das Verschweißen von Aluminiumwerkstoffen zu beachten. Es werden dabei jedoch nur die Decklagen verschweißt. Der Kern bleibt unberührt und dient als eine Art Schweißvorrichtung. Hierdurch vermindert sich der Verzug der Bauteile erheblich. Die Verbindung Kern / Decklagen bleibt vollständig intakt.
Als Beispiel für eine geschweißte Aluminiumschaum Sandwich Konstruktion ist im Detail der Hubarmhalter eines Teleskopkranes dargestellt. Dabei können Strangpressprofile oder Bleche direkt mit der Decklage des Sandwiches verschweißt werden. Als Schweißzusatzwerkstoff wurde AlMg4.5Mn verwendet.

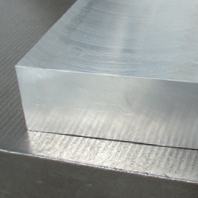
Auch ist es möglich die Randbereiche des Sandwiches gasdicht zu verschweißen. Hier kann durch geschickte Wahl des Zuschnittes im Randbereich der Eindruck einer aus Vollmaterial gesägten Aluminiumplatte erzielt werden.
Interessant ist auch das Einschweißen oder Aufschweißen von Verbindungselementen.